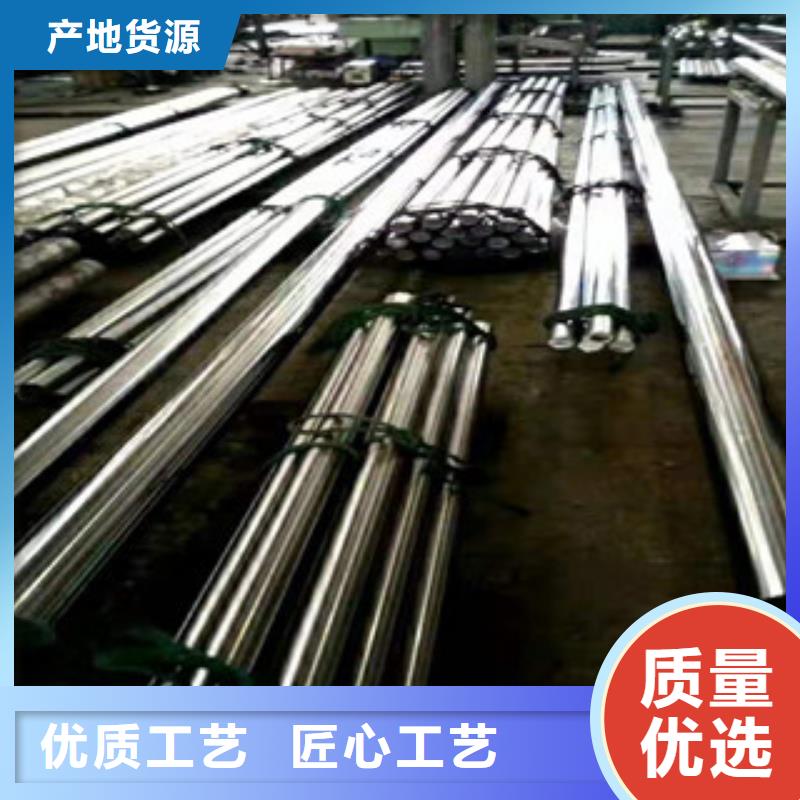
简约而不简单,我们的东营【本地】20号绗磨管,20#珩磨管产品实拍产品视频将用最直观的方式展示产品的核心价值。
以下是:东营【本地】20号绗磨管,20#珩磨管产品实拍的图文介绍

新策钢管有限公司常年生产销售 东营液压油缸管厂家、等产品。公司库存量大,材质规格齐全,我公司经营方式灵活,批零兼营、一支起售,并可为客户铁路、公路运输,7*24小时为您服务,欢迎新老客户来电垂询。 公司自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,客户遍及大江南北,获得了良好的声誉与回报,在以后的发展历程中,我们愿与广大客户携手并进,共创辉煌。


镗光无缝钢管(珩磨管)型号分为:20#绗磨管,45#绗磨管,20号绗磨管,45号绗磨管山东顺泽金属制品有限公司的滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。



该产品经稍加珩磨后,可直接用作液压、气动缸缸体管。而传统的液压、气动缸缸体管的生产工艺,是用热轧无缝钢管,采用镗孔──滚压联合的切削工艺,生产过程中,大量金属被切成切屑浪费了,同时还消耗大量电能。随着我国工业技术的发展,液压缸技术得到广泛的应用,据不完全统计,全国每年需要各种规格的液压缸体约380万米,沿用老的工艺技术生产液压缸体,已很难适应生产发展的需要。
绗磨与内圆磨不同之处
绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.
绗磨出来的管材主要应用于液压油缸、气缸等叉车油缸管上。


绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。山东顺泽金属制品有限公司1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形消除,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。






 扫一扫
扫一扫